
Erprobung eines Folgeverbundwerkzeuges
![]()
Eine kurze Durchlaufzeit bis zum fertigen Serienwerkzeug ist heutzutage zum Wichtigsten im Werkzeugbau geworden. Wir nutzen hier die aktuellen Softwaremöglichkeiten und ermitteln durch den Einsatz von Umformsimulationen die optimalen Abläufe. In die Werkzeugaktivteile wird so beispielsweise die Rückfederung bereits im Vorfeld eingearbeitet. Lästige Korrekturen bis zum fertigen Bauteil werden dadurch minimiert.
Für die mechanische Bearbeitung werden alle Einzelteile des Werkzeuges in unserer hauseigenen Fertigung hergestellt und komplett für die Montage vorbereitet. Unsere erfahrenen Werkzeugbauer stimmen alle Einzelteile aufeinander ab und montieren die Werkzeuge. Auf den hauseigenen Erprobungspressen werden sämtliche Werkzeuge getestet, optimiert und nach Freigabe durch unsere Qualitätssicherung fertiggestellt.
Erprobung eines Folgeverbundwerkzeuges

Erprobungshalle des Werkzeugbaus mit 2 Probierpressen

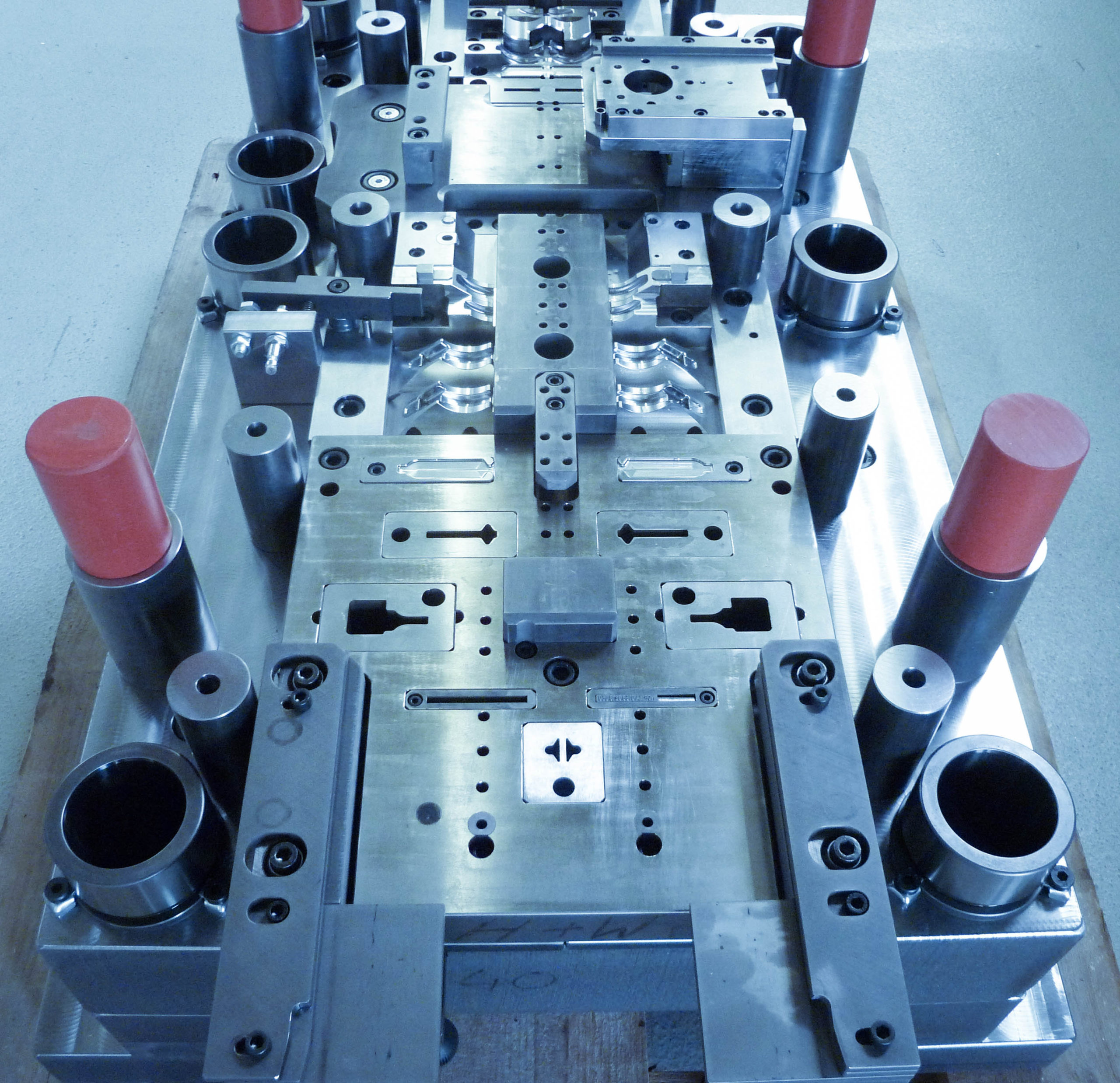
Folgeverbundwerkzeug





Falls Sie Fragen oder Wünsche haben, zögern Sie nicht uns anzusprechen. Schicken Sie uns einfach eine Mail, oder rufen Sie uns während unserer Geschäftszeiten unter 03722 6316-0 an. Wir freuen uns auf Sie. Hier gehts zur Kontaktseite.