
Please do not hesitate to contact us with questions and/ or special requirements. Please send us an email or call us during our business hours at +49 3722 6316-0. We look forward to hearing from you. Click here for our contacts page.
Short lead time to the finished tool for series production is today’s key factor in tool- and die-making. Here we use the latest software options and determine the optimal procedures by using forming simulations. In this way, phenomena like springback are preliminarily incorporated into the active tools. Troublesome rework before the component can be finished is thus minimized.
For machining, all individual components of the die are produced in our in-house manufacturing department and completely prepared for assembly. Our experienced toolmakers compare individual parts to one another and assemble the dies. All tools and dies are tested and optimized on our in-house tryout presses and are completed after release by our quality assurance.



Services offered by our tool- and die-making department – overview
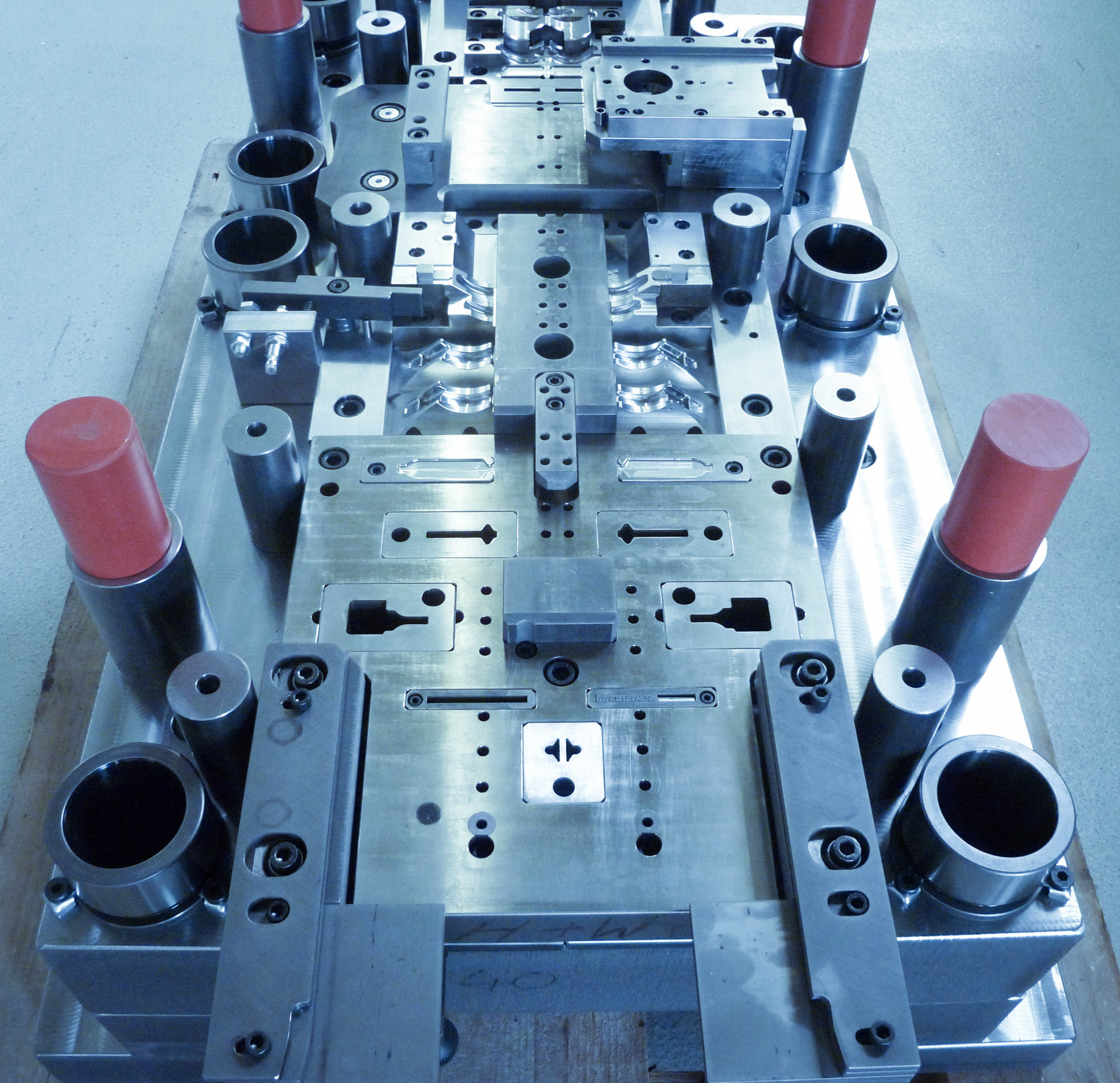
Progressive dies
If huge part quantities are needed, and the component costs need to be kept as minimal as possible, then a progressive die is the best choice. This design type is generally very complex, and many factors must be considered to achieve the desired quality. These factors can be, among others, the correct positioning of the sheet metal strip, the potential deformation of the sheet metal scrap, and the exact positioning of the component in each station. The progressive die consists of several stations executing the cutting and/ or forming procedures either simultaneously or sequentially. The sheet metal strip is fed through the die, and, after having passed all the stations, a final component is created. The sheet metal strip is usually fixed by means of positioning elements. This way, the exact passage through each station in turn is safeguarded, and a component that meets the requirements is guaranteed. At the end of the line, a blank punch separates the scrap from the manufactured part. The main advantages of a progressive die are high productivity and significant cost reduction with high part numbers. The decision of whether to produce a punching or bending part by means of a progressive die or a transfer die depends not only on the part complexity, but also on the part size and quantity to be produced.
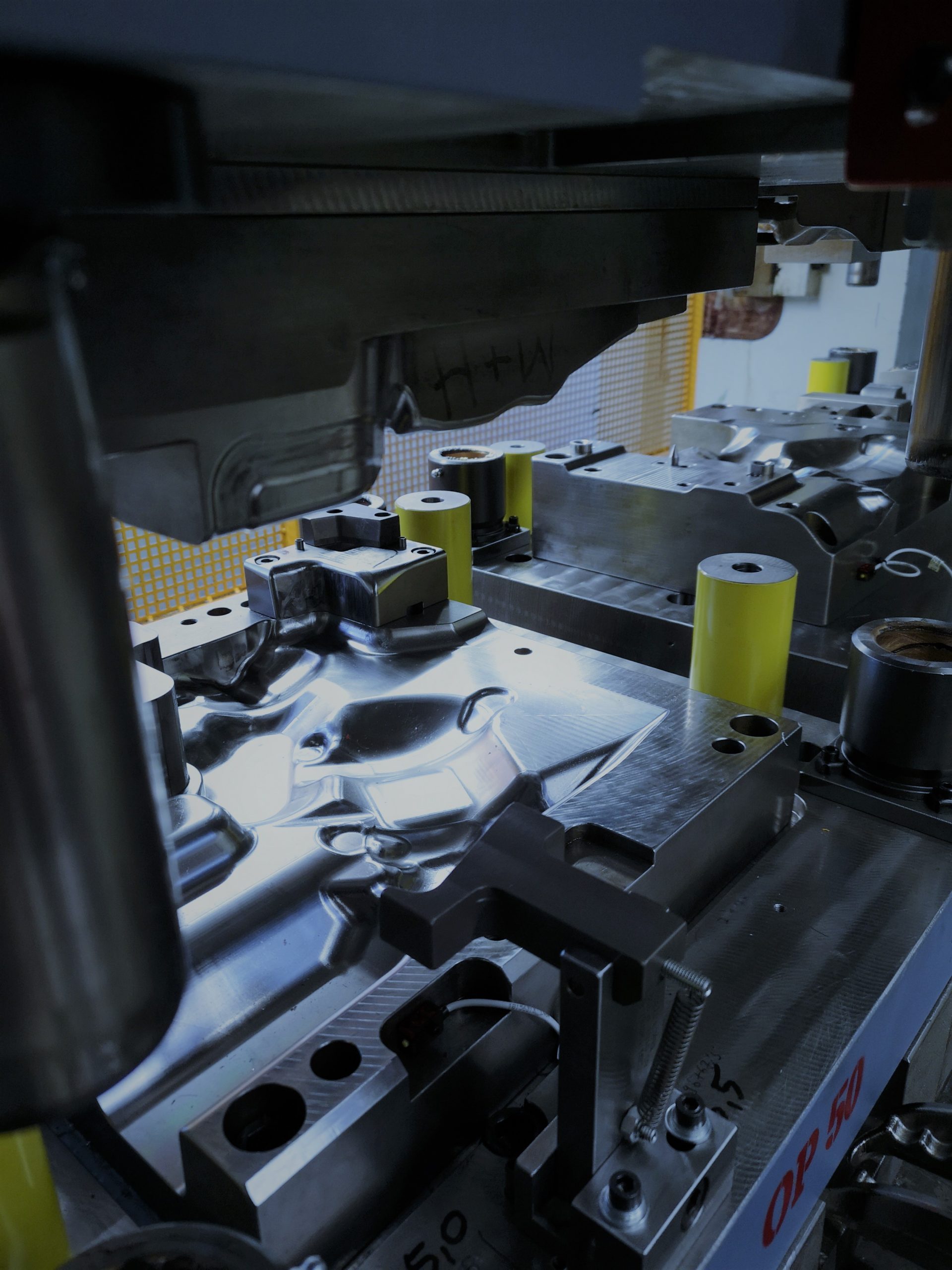
Transfer dies
In the case of large sheet metal parts with a high ratio of shaping/ forming elements, a transfer die is the better solution. This type of die is designed with separate stations able to produce individually on their own or together. Here blanks are used rather than sheet strips. The blanks are moved from station to station by means of grippers via a transfer mechanism. Transfer die design is usually used if the components are too complex and cannot be made from a sheet metal strip. For components demanding up to 100% smooth shared edge, a fine-blanking die is required.
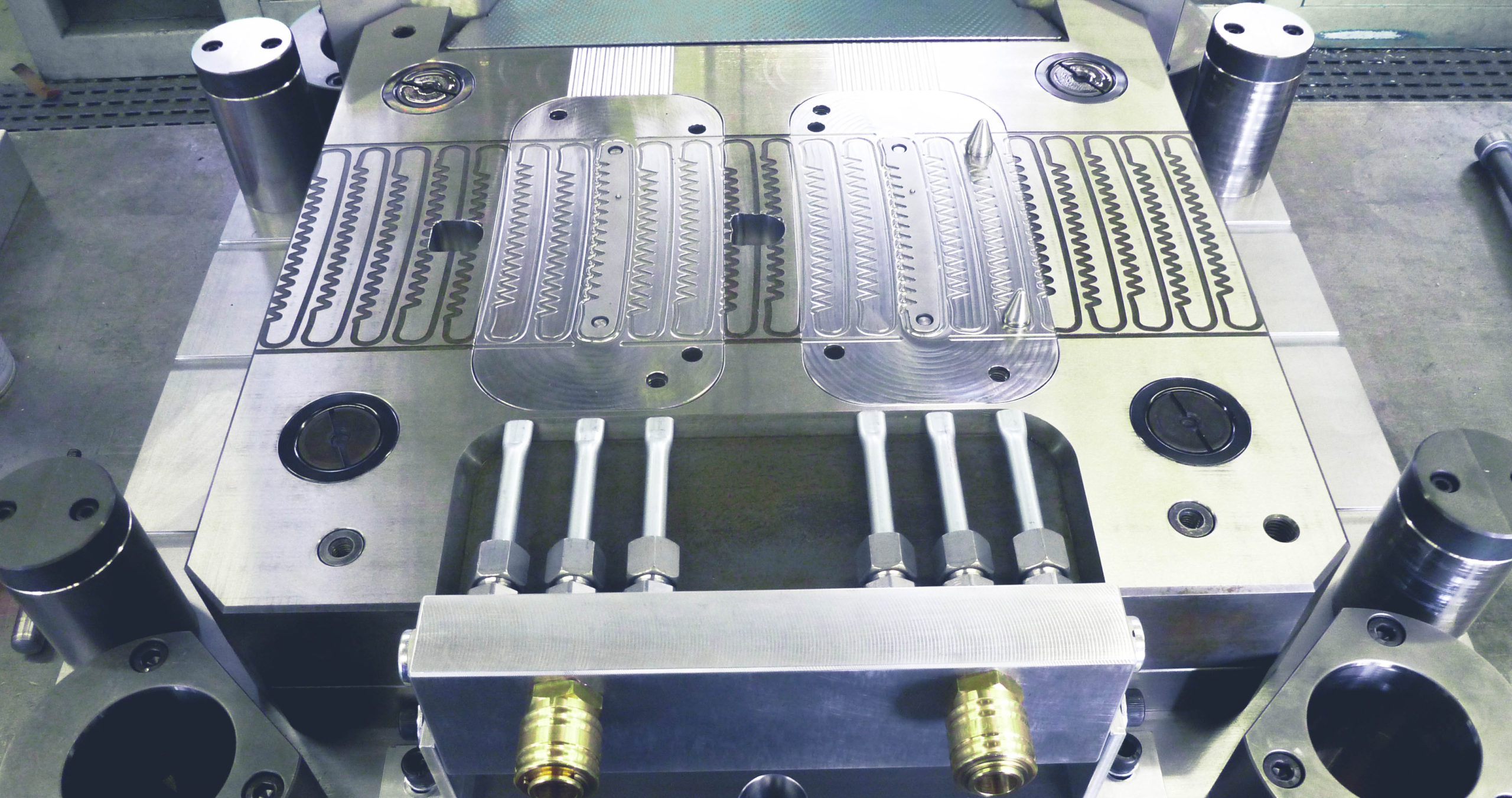
Fine-blanking dies
Unlike in standard blanking, for a fine-blanking die the blank or the coil strip is held by round pliers. After fastening, the blank punch stamps into the sheet metal. The substantially smaller clearance means that a cylindrical cutting zone of up to 100% is achieved. This, in turn, diminishes rework on the machine, and, as a result, the manufacturing costs. Moreover, high surface quality along the whole cutting contour is obtained. In contrast to conventional cutting/ blanking, fine-blanking demands a triple-acting press, characterized by outstanding guiding accuracy of the ram and a rigid press column.
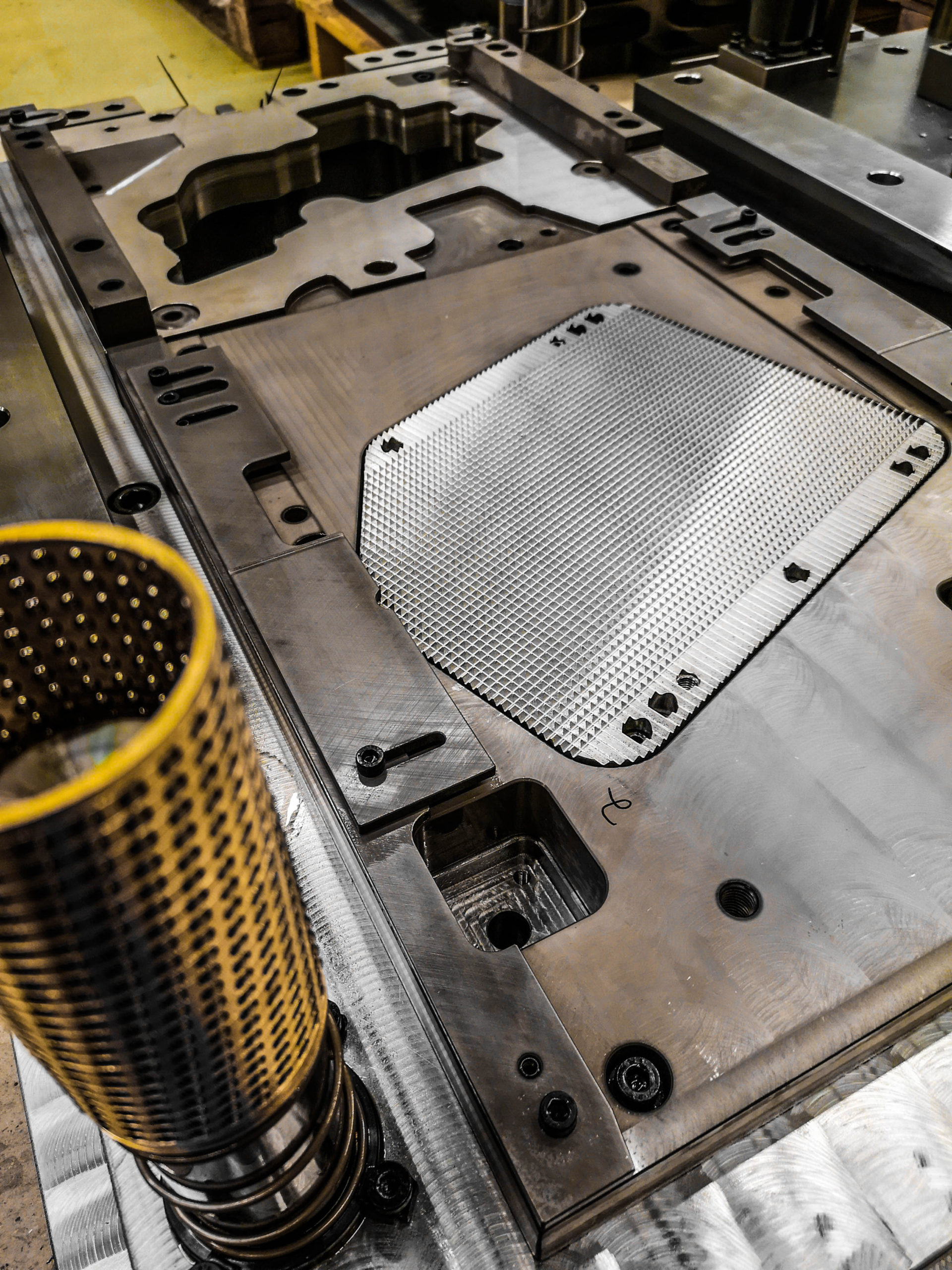
Die sets for multilayer parts
If shielding plates with an intermediary insulation layer are needed, then die sets for multilayer parts are used. These sets consist of several individual dies and each has a specific task: one serves as the blanking die (notch and cutoff) to cut the external blanks. The other serves as a hemming die and has joins the external blanks with an intermediary insulation layer and a forming die as well, such as a transfer die. All tools and dies have their own guide and positioning elements for safe follow-up processing after each step. Thus, high-quality special components are reliably made.
Cutting and piercing dies – as a combined die in one stroke
For parts that do not require forming, it is frequently enough to have a cutting and a piercing die working together to produce the part completely in only one stroke.
However, if the cutting force may be too great during the process, then cutting in stages is recommended.
However, if the cutting force may be too great during the process, then cutting in stages is recommended.


Manufacture of fixtures, auxiliary and soft tools and dies
If speed is crucial, then fixtures or auxiliary and soft tools are the best choice. Individual forming or cutting processes, such as to tryout components, can be done quickly and at low cost. Please take a look at our firm presentation, which gives examples showing our jigs and fixtures, auxiliary and soft tools and dies.